Optimal performance for any environment.
The location, environmental conditions and performance requirements for air handling systems are always unique. We have designed, manufactured and installed bespoke AHU, air handling units, for over 40 years and continue to create the most cost effective and energy efficient air handling solutions.
We supply custom built air handling units to meet the most rigorous commercial and industrial standards, in the some of the most confined and problematic locations, whilst continuing to push the boundaries of capability, design and performance.
Hospitals & Healthcare
Specialists in HTM 03-01 Air Handling Units
Read MoreClean Environments
Laboratories, Pharmaceutical Environments,
and Bio-containment
Extreme Environments
Coastal locations, Swimming Pools and Heavy Industrial Production
Read MoreProcess Ventilation
Food Production, Warehousing and General Manufacturing
Read MoreComfort Air Management
Offices, Retail, Hotels and Leisure Venues
Read More
HVAC Application Experts
With unit airflows from 0.2m3/s to over 40m3/s, our design engineers are experienced application experts who recognise how critical HVAC is in day-to-day operations.
As air management experts, we understand that each workplace has its own unique needs and specific challenges and the importance of developing a bespoke air handling solution to satisfy the requirements of the end user.
For more information download our wide range of data sheets, brochures and literature.
See All DownloadsBESPOKE AHU KEY FEATURES
AHU Testing
Mansfield Pollard has both the facilities and expertise for testing bespoke air handling units to BS EN 1886: Ventilation for buildings – Air handling units – Mechanical performance, and other British and European standards.
Factory Acceptance Testing (FAT Testing) or alternatively on-site of air handling units is used to demonstrate that the unit achieves the specified levels and mechanical characteristics as stipulated in the specification and data sheets.
Volumetric (performance) testing provides real time data on fan and motor speed, power consumption and fan flow rate and developed pressure.
Leakage (pressure) testing provides evidence that the unit can achieve the specified leakage rate at a positive and/or negative pressure of up to 2000 Pa and can also include hydraulic coil testing. Finally acoustic, or noise testing confirms that the unit meets the required acoustic specifications by measuring sound power levels and vibration testing.
Air Handling Unit Types
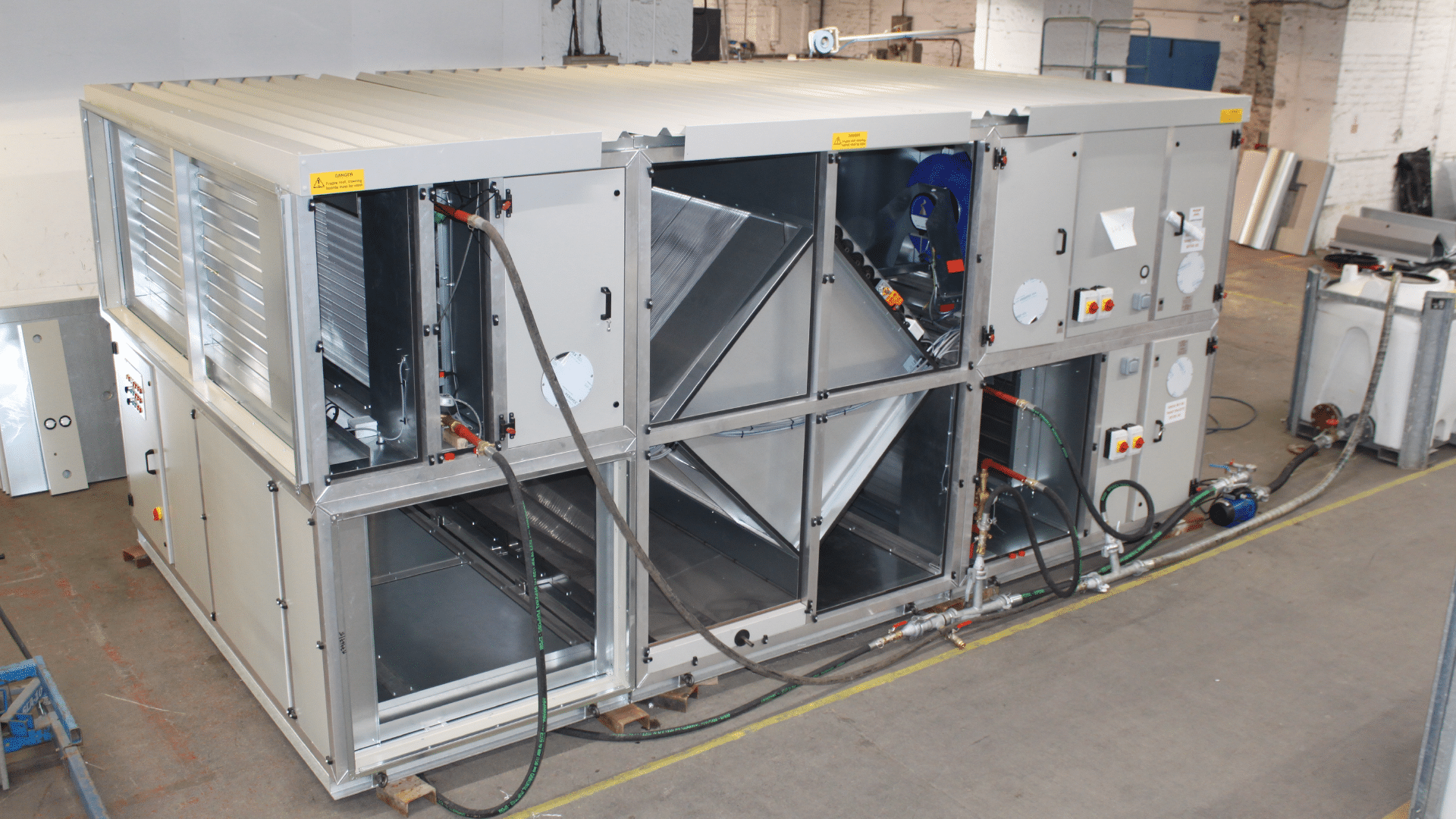
Mansfield Pollard custom built air handling units are manufactured in the UK and built to last. Cutting edge technology in the hands of time served craftsmen consistently produce an industry leading build quality. Each bespoke AHU, air handling unit, is individually selected for performance and maximum energy and cost efficiency and can handle any duty from 0.5m3/s to over 40m3/s.
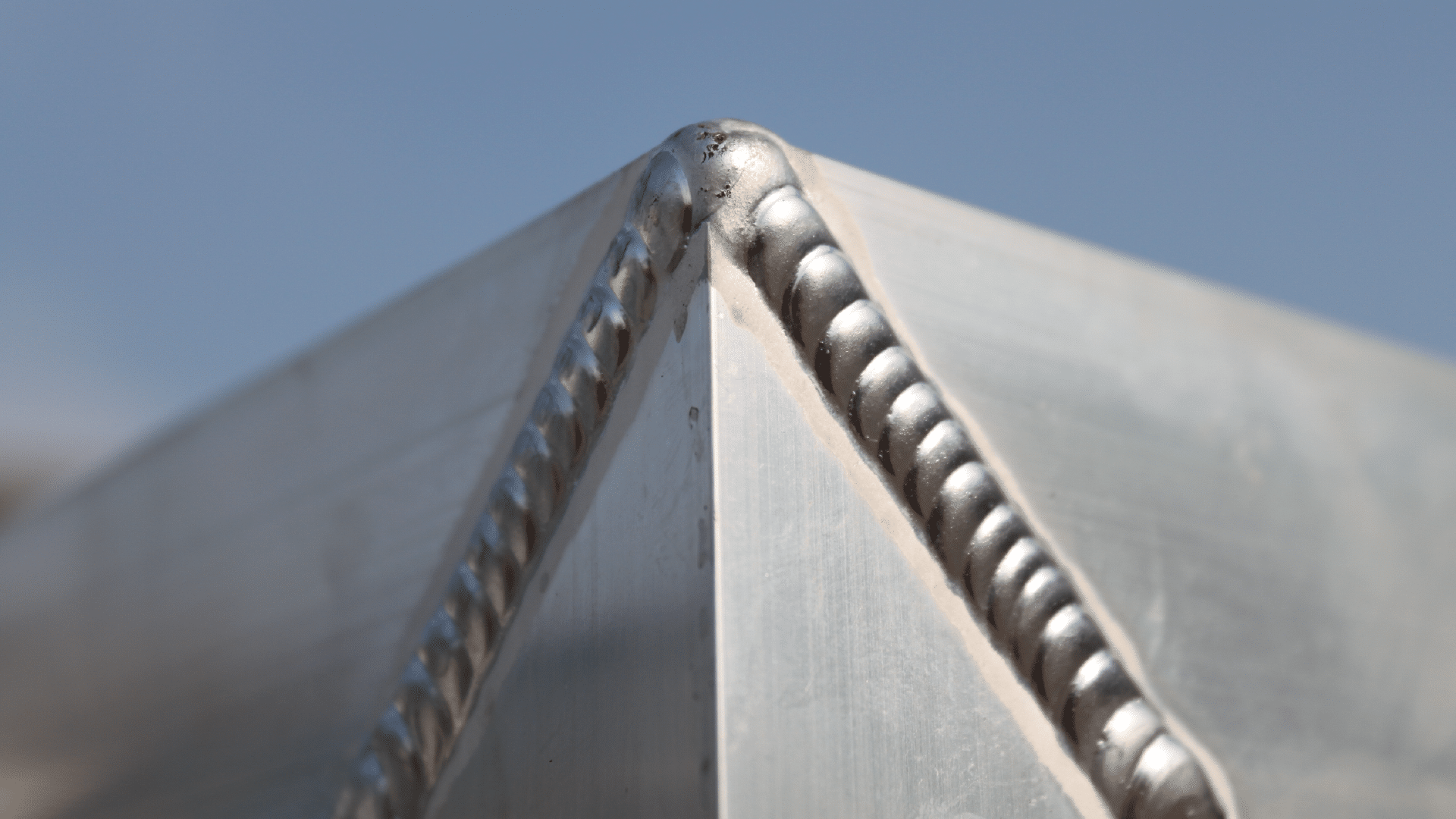
Our standard air handling units consist of sectional frames in extruded pentapost profile with fully welded corners inside & out. Enclosure panels of double skin ‘tray-in-tray’ with mineral wool slab to provide both thermal and acoustic insulation and full-length base frame for added strength and mobility. All panels are ‘anti-peel’ with safe edges on all access sections.
Real levels achieved in specification tests for standard units show:
- D2 mechanical strength
- L1 Leakage class
- T2 Thermal transmittance
- TB3 Thermal bridging
Specialist Mansfield Pollard thermal break air handling units consistently achieve T2 and TB2 levels.
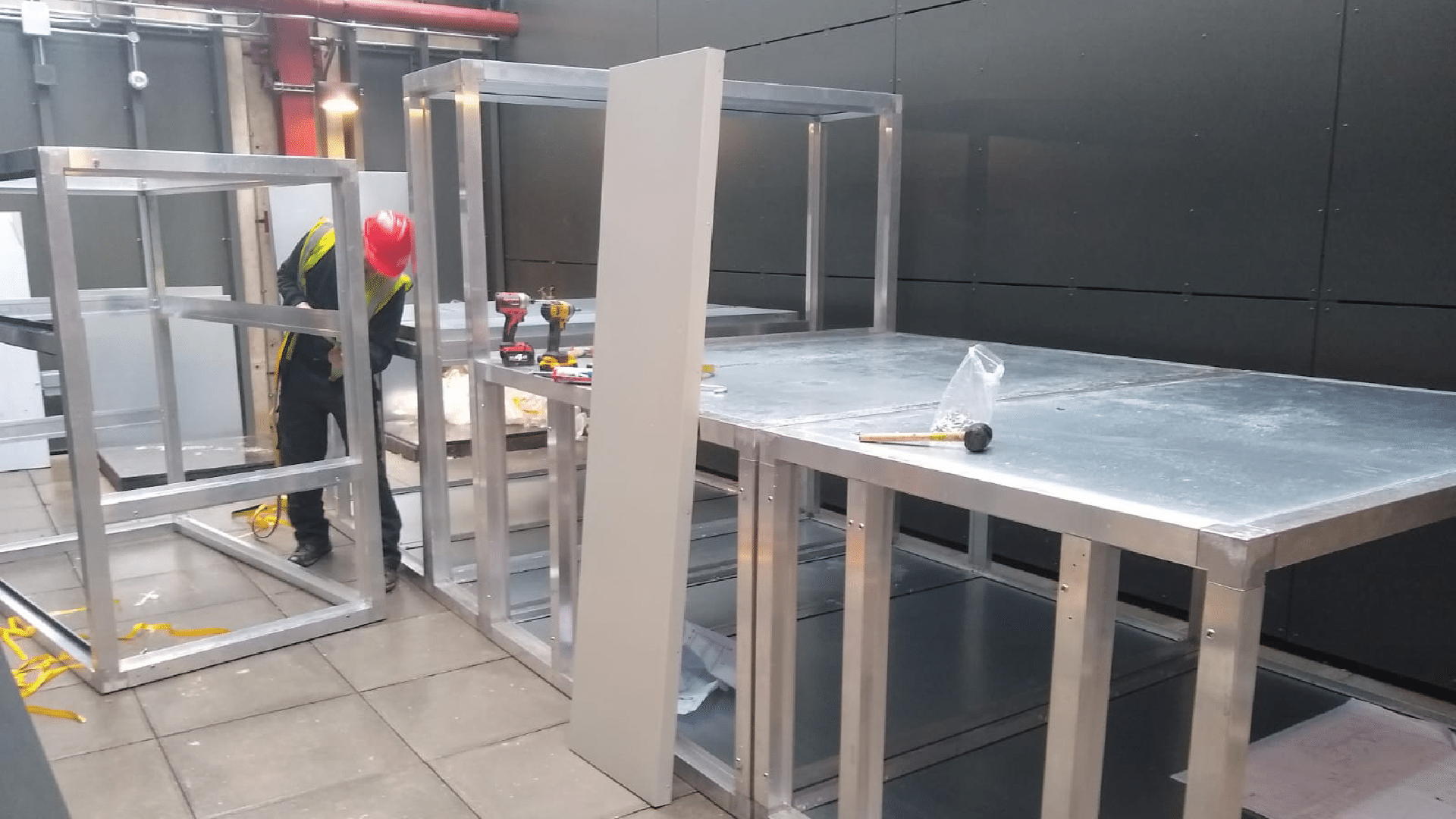
Custom Build Methods
To ensure a perfect fit in inaccessible plantrooms or where site access is restricted, our build and installation methods are always tailored to suit. The most straightforward option is plug and play as the air handling unit arrives tested, sealed and ready to go. A modular air handling unit is transported in full sections (inlet, heat exchanger etc.) and re-connected in-situ. A flat pack assembly takes this a stage further by transporting all of the individual components plus framework and panels followed by a full on-site build.
Get in Touch
Contact us today to discuss tailor made AHUs with the experts at Mansfield Pollard.OTHER AIR HANDLING SOLUTIONS
Modular AHU
Range of compact and modular air handing units
Modular AHUAHU Refurbishment
Energy and cost efficient AHU upgrades
AHU RefurbMVHR
Compact ceiling mounted AHU’s
MVHR